玻璃钢雕塑工艺作为雕塑里性价比最高的材质之一,又不受形状要求的限制,能够满足任何需求,同时耐腐性也不错,所以成为商场美陈的首选材质,接下来我们就来介绍一下玻璃钢雕塑的详细工艺。
了解玻璃钢雕塑工艺,首先要了解玻璃钢的定义与特性,玻璃钢是综合了玻璃的硬度,又具有玻璃钢坚硬不碎的特点,综合两者的特性创造出的复合材料。玻璃钢工艺最早起源于美国。
玻璃钢(FRP)亦称作GFRP,即纤维强化塑料,一般指用玻璃纤维增强不饱和聚酯、环氧树脂与酚醛树脂基体。以玻璃纤维或其制品作增强材料的增强塑料,称谓为玻璃纤维增强塑料,或称为玻璃钢,不同于钢化玻璃。
由于所使用的树脂品种不同,因此有聚酯玻璃钢、环氧玻璃钢、酚醛玻璃钢之别。质轻而硬,不导电,性能稳定,机械强度高,回收利用少,耐腐蚀。可以代替钢材制造机器零件和汽车、船舶外壳等。
玻璃钢雕塑工艺详解
纤维增强材料的材料特性,导致其常用的基本成型工艺有如下几种:手糊成型工艺、拉挤成型工艺、缠绕成型工艺、模压成型工艺等方法。
在玻璃钢雕塑制作当中,最多用到的就是手糊成型方法。
玻璃钢雕塑工艺手糊成型法原理
玻璃钢雕塑手糊成型工艺又称接触成型,是树脂基复合材料生产中最早使用和应用最普遍的一种成型方法。玻璃钢雕塑手糊成型工艺是以加有固化剂的树脂混合液为基体,以玻璃纤维及其织物为增强材料,在涂有脱模剂的雕塑模具上以手工铺放结合,使二者粘接在一起,制造玻璃钢雕塑的一种工艺方法。
基体树脂通常采用不饱和聚酯树脂或环氧树脂,增强材料通常采用无碱或中碱玻璃纤维及其织物。在玻璃钢雕塑手糊成型工艺中,机械设备使用较少,它适于多品种、小批量雕塑制品的生产,而且不受雕塑种类和形状的限制。
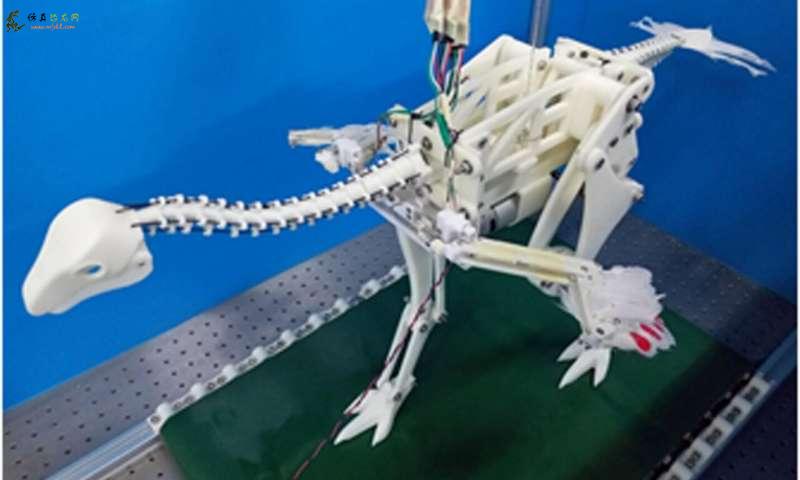
仿真恐龙中的玻璃钢雕塑工艺详解
玻璃钢雕塑成型工艺流程
玻璃钢雕塑手糊成型工艺的流程是:先在清理好或经过表面处理的雕塑模具成型面上涂抹脱模剂,待充分干燥好后,将加有固化剂(引发剂)、促进剂、颜料糊等助剂并搅拌均匀的胶衣或树脂混和料,涂刷在雕塑模具成型面上,随后在雕塑上铺放裁剪好的玻璃布(毡)等增强材料,并注意浸透树脂、排除气泡。重复上述铺层操作,直到达到设计厚度,然后进行固化脱模。
玻璃钢雕塑工艺模具制作:
玻璃钢雕塑工艺模具制造是玻璃钢成型的关键。玻璃钢雕塑模具制造常采用石膏资料,但石膏资料强度低、放置时间长时容易变形。本文中引见一种较好的玻璃钢雕塑模具制造办法,也就是用硅橡胶及玻璃钢资料制造模具的办法。
硅橡胶资料运用前为流体状态,活动性及填充性好。配制后经交联反响构成橡胶弹性体,可具有较大的弹性变形,原模中的水对其交联反映无影响。交联后的硅橡胶密封性好,与原模及玻璃钢皆不粘接。用其做玻璃钢雕塑模具的外表层资料,既能够高质量地复制出作品的外形,又能够保证顺利脱模。但是,硅橡胶交联体容易变形,在用作模具时,需有支撑载体。能够应用玻璃钢易成型的特性,用作模具的载体资料。
模具修整:将雕塑模具清洗干净,用柔软的纱布擦干净,表面不得残留杂质。 玻璃钢制造涂脱模剂:涂脱模剂一定要均匀无遗漏。聚乙烯醇需充分干透,上光蜡和非硅型油料糊等脱模剂需停放两小时,使溶剂挥发掉。涂胶衣树脂:胶衣配料要充分混合,特别是使用填料和颜料时。混合不均匀,会使制品表面出现斑点或条纹,影响外观。胶衣的厚度应精确的控制。施工时,可用毛刷涂刷。胶衣固化到手指接触上感到稍微有些发粘但不沾污手指,此时即可层糊。 裁切玻璃织物:根据零件的尺寸、厚度,计算好所需玻璃织物的层数。玻璃织物的大小应比模胎稍大。必要时可用样板下料。 玻璃钢制造配胶:按所需的胶凝时间、环境条件,选择固化剂、促进剂的种类和比例。需要做有颜色制品时,可加入少量色浆。糊制:先在胶衣层上尽可能均匀地刷上一层厚厚的树脂,然后铺上第一层玻璃增强材料,最好用表面毡或0.16mm玻璃布,并用刷子压结实,这样树脂会很容易地沿着玻璃织物透上来。
在玻璃织物没有完全浸透之前,不要马上将树脂倒到它上面。用上述方法继续糊下面的树脂和玻璃织物,直至达到所需的厚度。
每糊一层,都要使玻璃织物完全浸透。使每层织物都排尽气泡,并贴胎良好。经过多次试验建议采用一层表面毡,一层短切毡,之后再糊制玻璃布直至厚度的结构,这样可避免纤维布纹透出胶衣层,影响制品表面质量。
预埋金属件时,制品厚度应该从镶加嵌件的地方开始,缓慢过渡薄不来。需加入加强筋时,最好在最后一层玻璃织物铺放之前,就直接把筋放上去。筋芯应该先用浸渍树脂的玻璃织物复盖,然后将最后一层玻璃织物铺到制品整个面积上。 室温固化:零件糊制完毕后,需在模具上停留24小时以上,完成固化期。玻璃钢制造脱模:首先将零件边缘脱出,然后再将零件脱下。较难出模的零件,可在制件与模具间吹压缩空气。按切割线支毛边并修补缺陷:用曲线锯或角磨机沿零件的边缘线切掉毛边,并对零件表面有缺陷的地方进行修补。 玻璃钢制造封边:玻璃纤维不耐水。玻璃钢制品切割断面因纤维外露,浸水后,易造成制品的分层,影响制品质量。因而应对玻璃钢零件进行封边处理。其方法是用配好固化剂、促进剂的树脂胶在零件切割断面上均匀涂刷一层薄薄的胶液。 玻璃钢制造熟化:脱模后的雕塑必须存放一星期以上,以保证零件完全固化。 玻璃钢制造喷漆:喷漆前应将玻璃钢雕塑上的脱膜剂残迹统统洗掉。按制品所需颜色喷漆。应采用低温漆,漆的干燥温度不得超过80℃。
玻璃钢雕塑工艺需要的材料
玻璃钢雕塑手糊成型工艺所用的设备较少,有大型雕塑脱模一般会用到空气压缩机、吊装设备等。更多的是前期的雕塑成型环节。
玻璃钢手糊成型模具的原材料主要是树脂、增强材料和辅助材料等。合理地选择原材料是保证产品质量,降低成本的重要环节。选择原材料时,必须满足以下条件:
①满足产品设计的性能要求; ②适应手糊成型工艺的特点; ③价格便宜,货源充分。
目前的原材料主要有:树脂、增强纤维(玻纤布、短切毡、表面毡)、胶衣、固化剂、促进剂、脱模剂、色料、增韧剂、填料(石英粉、金刚石粉、铸石粉、石棉粉)等。
玻璃钢雕塑工艺对比
前面讲到玻璃钢雕塑工艺糊制造办法设备出资低,雕塑形状的束缚要素少,合适小批量出产。它的出产条件是需要制造雕塑的模具,并把握手糊技能的技能办法。
所以对于玻璃钢雕塑工厂的专业性和实践性的要求非常高,并且需要拥有严格而高端的品控环节,如果选择专业性不强的玻璃钢雕塑厂,所制成的雕塑,质量不安稳,雕塑的质量层次不高,很难满足客户的需求,甚至影响到后期的耐久度,乃至提高后期维护成本,得不偿失。